长三角G60激光联盟导读
据悉,本文基于X射线的激光粉末床聚变(LPBF)增材制造过程的现场测量为模型验证和改进过程理解提供了独特的数据。
摘要
基于X射线的激光粉末床聚变(LPBF)增材制造过程的现场测量为模型验证和改进过程理解提供了独特的数据。同步加速器X射线成像和衍射提供了高分辨率、体敏感的信息,具有足够的采样率,以探测熔池动力学以及相和微观结构演变。在这里,我们描述了一个实验室规模的LPBF试验台,其设计用于在LPBF操作期间在同步辐射X射线源进行衍射和成像实验。我们还展示了使用Ti-6Al-4V(一种广泛使用的航空航天合金)作为模型系统的实验结果。还讨论了这些测量对模型验证和过程改进的效用。
介绍
激光粉末床熔化(LPBF),也称为选择性激光熔化或激光束熔化。是一种快速发展的增材制造技术,与传统制造技术相比,该技术提供了显著的设计灵活性,能够以最小的附加成本生产高度复杂的零件,从而实现低批量生产。在LPBF工艺中,高功率连续波(CW)激光选择性地扫描薄金属粉末层,产生一个熔池,熔池快速凝固,形成一个二维固体层,粘附在基底或其下方的零件上。在形成每一个实心、图案化的层后,零件被降低,新的粉末层被铺在零件上。然后重复该过程,以逐层方式构建完全三维的零件。与锻造或铸造材料相比,该工艺与更成熟的制造技术(如铸造和锻造)之间的显著差异导致使用LPBF制造的零件具有不同的机械性能。
Ti6Al4V的热处理已经得到了广泛的研究。其中,已经尝试模拟动力学和相形态,在高温下测量α分数并创建CCT图。然而,起始材料始终处于轧机退火状态(即具有等轴α晶粒)或先前经历了一定程度的变形。轧机退火是在严重变形的Ti6Al4V上进行的,其中α板的破碎导致α相的再结晶。这导致了等轴的微观结构和机械性能的小幅普遍改善。
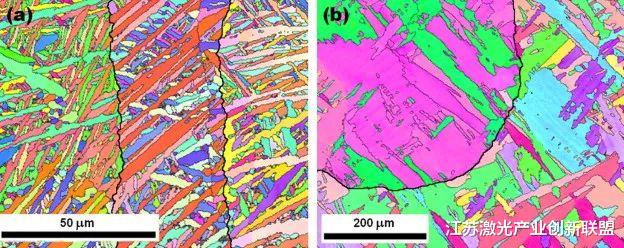
(a)SLM材料在850°C下冷却2小时后,然后进行炉子冷却的EBSD取向图。(b) SLM材料在1020°C下半小时后,然后在730°C下2小时并风冷。对比由α相的不同取向提供,而β相则以α相之间的薄层形式存在。请注意不同的比例。两个图像的生成方向均为垂直。
机械性能在很大程度上取决于最高热处理温度。随着最高温度的升高,σyUTS下降,断裂应变上升,因为细α'针转变为更粗的α和β混合物。总体最佳结果是在850°C下2小时后获得的,然后是炉子冷却,或在940°C下1小时,在650°C下空气冷却和回火2小时,然后是空气冷却。所有性能的结果都远高于ASTM锻造标准(ASTM F1472)和铸造Ti6Al4V标准(ASTM F1108)。初始微观结构的重要性怎么强调都不为过。由于马氏体非常精细,与等轴或严重变形的微观结构的处理相比,动力学完全不同。因此,标准热处理的应用表明这些处理不会产生通常或预期的结果。由于特定的工艺条件和特定的微观结构,SLM生产的零件需要与散装合金零件区别对待。
通过识别优化的激光扫描参数以最小化缺陷形成或产生所需的微观结构,从原位实验中收集的信息与现场零件检查相结合,可以为工艺模型提供信息,减少工艺开发时间和成本,并提高零件质量。
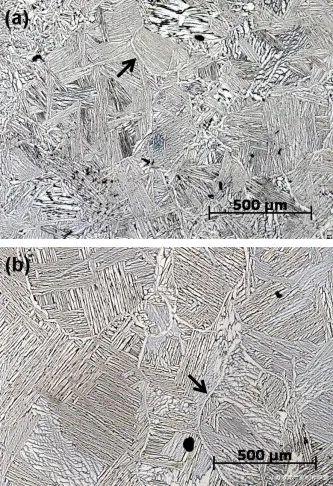
在1020°C下(a)2小时后与(b)在1040°C下20小时后,炉子冷却后α菌落尺寸较小的图示。α阶段是浅的,β是黑暗的。箭头表示晶界α。
与LPBF相关的许多快速凝固现象与焊接中出现的现象非常相似。Elmer及其同事在焊接过程中进行了大量的X射线衍射实验,并量化了Ti合金和不锈钢的凝固动力学和冷却过程中的固态相变。Yonemura等人还使用时间分辨同步辐射X射线衍射来研究不锈钢焊接过程中的凝固动力学。虽然这项现有工作为理解LPBF中的凝固和相变提供了重要背景,但与焊接相关的时间尺度比LPBF的动力学要长得多。100ms的时间分辨率足以解决Ti-6Al-4V(Ti-64)焊接的衍射实验中的冷却动力学,而LPBF中的冷却预计在几毫秒的时间尺度上发生。因此,需要更高的采样率来完全阐明LPBF中激光材料相互作用的动力学。在本文中,我们报告了一种激光熔化系统,该系统设计和制造用于模拟商用机器的LPBF条件,同时还可容纳仪器,以实现高时间和空间分辨率的原位X射线探针。我们还报告了在斯坦福同步辐射光源(SSRL)使用该仪器进行的初步X射线成像和衍射实验。
仪表设计
图1总结了LPBF期间用于原位X射线成像和衍射的实验方法。LPBF是一个复杂的过程,其细节不完全可重复,粉末和熔体动力学的随机性质不允许连续实验的精确拼接。因此,需要连续收集单个事件的数据,以深入了解流程。这排除了大多数平均方法,并且最终的时间分辨率受到X射线源亮度的限制。

图1实验几何形状的示意图。(a)成像设置示意图。一个大的、未聚焦的多色X射线束垂直于加工激光束照射到样品上,透射的信号从X射线(紫色)转换为可见光(蓝色)。可见光由成像光学器件收集并由高速CMOS相机记录。(b)衍射设置示意图。在该设置中,单色聚焦X射线束以与成像设置相似的几何结构撞击样品,衍射X射线由位于样品后面的混合光子计数检测器直接检测。
图2显示了LPBF系统的详细设计和照片。系统设计模拟了典型LPBF构建中存在的条件,同时仍允许足够的X射线透射以高采样率探测熔池内和周围的区域。单模1070nm、500W连续波(CW)光纤激光器(IPG Photonics,Oxford。MA,USA,YLR-500-WC-Y14)直接耦合到3轴检流计扫描镜系统(Nutfield Technology,Hudson,NH,USA,3XB 3轴扫描头)。扫描头将工艺激光聚焦到衬底表面上,并引导激光穿过衬底,以形成LPBF工艺所需的移动熔池。

图2 LPBF室设计细节。
样品基底和支架如图3所示。样品设计必须满足两个相互竞争的约束条件:样品必须足够薄,以允许足够的X射线透射,从而在透射几何结构中成像和衍射时产生足够的信噪比,同时样品必须足够厚,以合理模拟真实LPBF环境中的热边界条件。满足这两个要求的合适的折衷几何形状是夹在两个1mm厚玻璃碳窗之间的薄基板。为了研究热边界条件对这些实验中出现的温度分布的影响,我们使用了热扩散长度的分析估计以及更全面的热传输有限元计算。
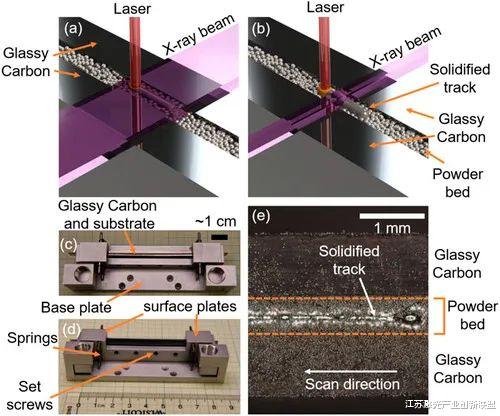
图3样品保持器设计。(a)在成像模式下,用大型多色X射线束照射大部分轨道,对样品架几何图形进行CAD渲染。(b)衍射模式下样品架的类似CAD渲染,具有较小的单色X射线束点,以限制采样体积并提取位置特定信息。(c)和(d)具有玻璃碳窗和基材但没有粉末的样品架照片。(e)在去除粉末之前,从上方观察样品夹持器中典型单个焊缝轨迹的现场图像。玻璃碳窗的边缘用橙色虚线突出显示。
比较了两种系统:一种是基材支撑在两个玻璃碳窗口之间的情况,如本文所述的实验,另一种是两个窗口由Ti-64组成,以模拟大块LPBF情况。这两种情况都使用ε=0.6的辐射边界条件。模型的几何结构如图4(a)所示。激光光斑的测量强度如图4(b)所示。
元素Ti的温度相关蒸汽压和蒸发热值被用作Ti-64合金值的近似值。它忽略了熔池中的Marangoni流动,因此无法准确计算熔池内的热梯度,但这不会影响远离熔池的固体冷却的准确性。图4(c)显示了激光位置处Ti-64衬底内的二维热分布。两种情况下的比较热分布见图4(d)和4(e)。两种情况下的热分布之间的差异小得可以忽略不计,因此我们得出结论,对于裸板情况,玻碳窗的热边界条件基本上不会影响这些条件下的熔池动力学。通过金属板的热传导比通过粉末层的传导至少大1个数量级;因此在粉末情况下,通过板的传导也应占主导地位。使用衍射对冷却期间的晶格动力学进行的任何分析都必须包括彻底的建模,以了解热边界条件对测量衍射图案的影响。
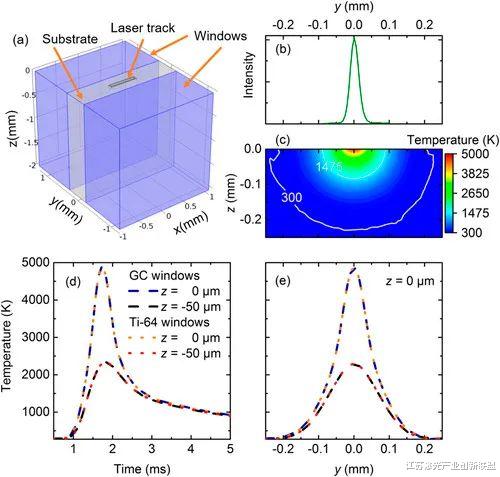
图4热边界条件对薄衬底中热传输的影响。
粉末床熔融(PBF)包括利用激光或电子束能量源的过程。这两种技术在操作上本质上是相似的,在平台降低并重复循环之前,在构建平台上反复铺上一层松散的粉末,然后将其熔化并与前一层融合。不同的能源需要不同的操作环境。对于激光系统,需要惰性气氛,通常是氮气或氩气。电子束过程需要近真空,因为电子的平均自由程非常短,另一个好处是没有氧气引起氧化。在熔化过程中,氦气分压在大约 10×10-2mbar 并针对构建区域,以增强组件的传热和冷却。
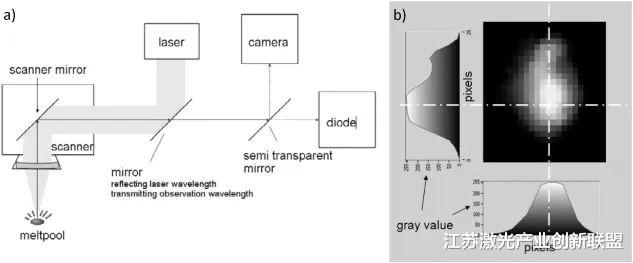
(a)显示光电二极管和相机排列的示意图,以及(b)显示Berumen等人实现的不同强度值的相机系统输出的示例(右)。
X射线成像
在SSRL射束线2-2上进行了X射线成像实验。该射束线上可用的X射线由临界能量为7.4keV的1.25 T弯曲磁体产生。图5(a)显示了该弯曲磁体产生的计算X射线光谱。将6.35mm厚的铝板用作样品上游的X射线过滤器,以去除低能X射线,并保护检测系统免受弯曲磁体源的完全发射的损坏。使用该过滤的X射线光谱进行原位成像实验,以最大化高能X射线通量。
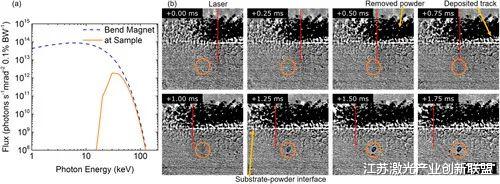
图5是典型熔池区域的X射线成像。
使用高速成像装置记录通过样品和室的X射线。透射的X射线首先击中了直接位于腔室出口Be窗口后面的掺Tl的NaI闪烁体晶体,该晶体将X射线光子转换为可见光。
蒸汽凹陷深度和形状很难用表面敏感光学技术测量,但由于蒸汽凹陷中存在的固体/液体Ti-64和Ar气体之间的显著密度对比。此外,垂直于激光束及其路径的2D投影的透视图对于测量凹陷深度和形状非常有用。因此,这些测量值对于模型验证具有很高的价值。
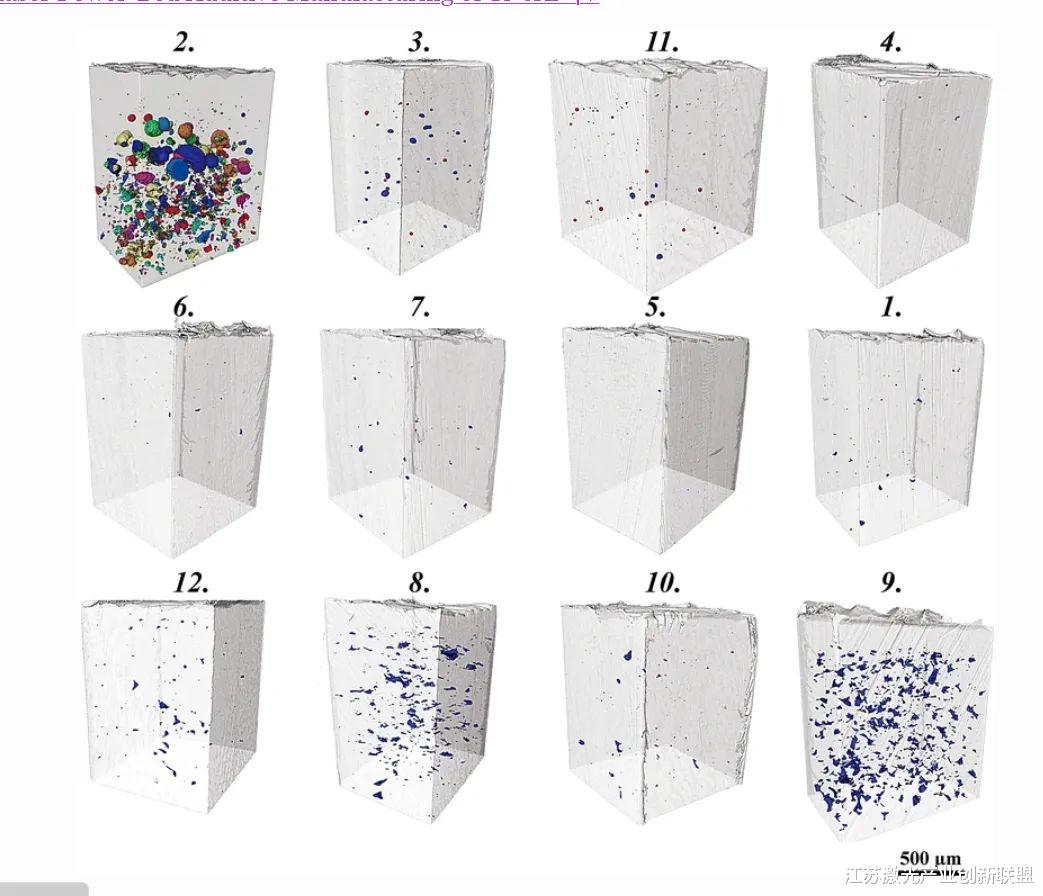
按重叠深度递减顺序预测样品的μSXCT重建。
上图给出了每个样品顶部1.5 mm的三维(3D)断层扫描重建的投影,按熔池重叠深度排序。应该注意的是,在 3D 投影中查看孔隙率会夸大样品内孔隙的体积分数。孔隙按形态分割和着色。由于其缺陷种群明显较大,因此由单个孔隙着色。虽然形态不是确定缺陷形成机制的决定性指标,但可以合理地假设高度球形的孔很可能是由凝固过程中捕获的不溶性气泡形成的,而大部分不规则的孔很可能缺乏熔合缺陷。在本实验中,各向异性值0.5用作“球形”孔的最大截止值。
X射线衍射
图6显示了从500μm厚的Ti-64衬底上采集的典型衍射数据∼60μm厚粉末层。以1kHz的采样率收集数据,并将激光设置为400W的功率,扫描速度为576mm/s。X射线束与束中心对齐,如图6(a)所示,基板顶部以下25μm。在这种几何结构中,整个采样体积在基底内,粉末层的贡献最小。图6(b)显示了在1kHz下收集的1500个衍射图案的总和,相当于1.5秒的收集。图6(c)显示了激光熔化前在1kHz下收集的二维衍射图案。图6(d)显示了在1kHz下收集的积分一维衍射图案的时间序列。激光熔化前后收集的衍射图显示了三个α-Ti峰的峰形状和位置的差异,表明宏观和微观应变状态发生了变化。这些对冷却过程中快速晶体变化的观察,为LPBF制造材料的独特微观结构特征提供了见解。

图6 在SSRL光束线10-2处收集的衍射图案。
结论
我们报告了实验室规模的LPBF仪器的设计和实施,该仪器经过优化,可在同步辐射源上进行原位X射线实验,同时提供代表全尺寸LPBF机器的环境。在SSRL进行的实验产生了4 kHz成像数据,有效像素大小为1.1μm,并从50 × 100μm区域产生了1 kHz衍射数据。对数据的初步检查揭示了 Ti-64 中孔隙形成、熔体凹陷动力学、温度依赖性晶格动力学以及冷却时的β-Ti–α-Ti 相变。检测方案和样品架的持续升级将实现多层实验,更快的样品制备以获得更高的通量,并改善信噪比以提高最大可实现的采样率。未来的实验将包括与光学过程监测器的集成,以促进亚表面缺陷形成与表面敏感光学检测方法之间的相关性。这种相关性将通过LPBF期间的在线过程监控直接洞察缺陷检测,这对于LPBF零件的鉴定和认证是一项重大挑战。
来源:An instrument for in situ time-resolved X-ray imaging and diffraction of laser powder bed fusion additive manufacturing processes, Review of Scientific Instruments, doi.org/10.1063/1.5017236
参考文献:W. E. King, A. T. Anderson, R. M. Ferencz, N. E. Hodge, C. Kamath, S. A. Khairallah, and A. M. Rubenchik, Appl. Phys. Rev. 2, 041304 (2015). https://doi.org/10.1063/1.4937809;R. P. Mulay, J. A. Moore, J. N. Florando, N. R. Barton, and M. Kumar, Mater. Sci. Eng. A 666, 43 (2016). https://doi.org/10.1016/j.msea.2016.04.012
